
Technical Principle of Ultrasonic Metal Welding Machine:
Applied to the welding of battery positive and negative electrode ears, terminal to wire harness welding, terminal to terminal welding. Capacitor positive and negative pole welding. Sheet to sheet welding, sheet to plate welding, sheet to wire welding, wire to wire welding, plate to wire welding, riveting welding. The welding materials are copper, aluminum, nickel sheets. Ultrasonic metal welding machine: The machine consists of a cabinet, guide posts, transducer, pneumatic system, PC circuit, and base mold. (The acoustic components consist of two parts: transducer and welding head). The main variables of an ultrasonic metal welding machine are welding power, welding time, and contact pressure. When all three are suitable, the joint strength is maximized, with high crack resistance and shear strength. System advantages: Automatic self-test upon startup, dual-core PCU starts frequency tracking system, automatic frequency tracking during operation, equipment detection, precise display of fault alarms, adjustable welding parameters without limits, accurate settings, multiple energy and time welding modes, multi-level parameter monitoring for welding effect.
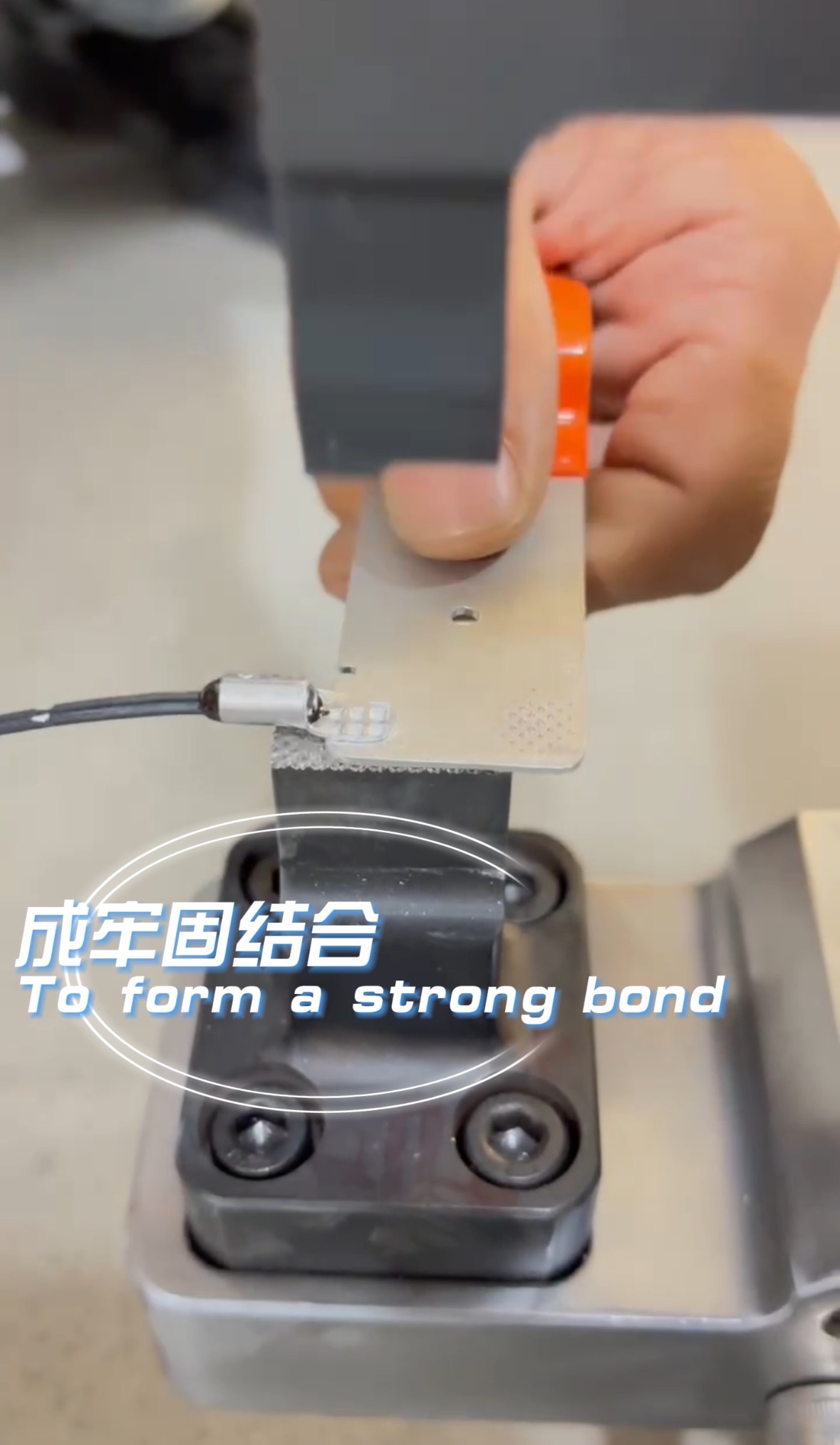
Working principle of ultrasonic metal welding machine:
During welding, the transducer converts a high-power vibration signal at 20kHz into corresponding mechanical energy, which is applied to the contact interface of the metal pieces to be welded. At the junction where the welds meet, intense friction occurs instantly generating high heat, causing molecules to alternately melt and fuse, thereby achieving the welding effect.
1. Welding power depends on the thickness δ of the workpiece and the hardness H of the material. Generally, the power increases with the increase in the thickness and hardness of the workpiece.
2. Vibration frequency includes the numerical value of resonance frequency and the precision of resonance frequency. The selection of frequency mainly depends on the thickness and physical properties of the workpiece, generally controlled between 15 and 75kHz. In general, the thinner the workpiece, the higher the frequency. Amplitude, its size is determined by the thickness and material of the workpiece, ranging from 5 to 25μm. As the thickness and hardness of the workpiece increase, the amplitude also increases accordingly.
3. Static pressure, its magnitude depends on the thickness, hardness, joint form, and ultrasonic power of the material. It is directly used to transmit ultrasonic vibration energy to the workpiece.
4. Welding time varies with the thickness and material properties of the workpiece. There is a minimum welding time required for the formation of a spot weld in ultrasonic welding; less than this time is insufficient to break down the metal surface oxide film and prevent welding. Usually, as the welding time increases, the joint strength increases to a stable value. However, when the welding time is too long, it can actually decrease the strength of the weld point because the workpiece heats up more intensely, the plastic zone expands, causing coarseening of the tissue on the surface and inside the weld point, reducing the joint strength.

